板子很厚无法一次性焊完、改善热形变,可采取多层多道焊接。多层多道焊对改善焊接性能有着特殊作用,可提高焊缝金属的质量,特别是塑性。
多层焊包括多层单道焊和多层多道焊。一层焊缝可以由若干道焊道组成,如果坡口角度小,熔敷一道就可以是一层,坡口角度较大,熔敷两道及以上焊道才能组成一层焊缝,就是多道焊。
当焊接焊脚尺寸大于10mm的焊缝时,如果采用多层焊,则由于焊缝表面较宽,坡度较大,熔化金属容易下垂,给操作带来一定的困难。所以在实际生产中都采用多层多道焊。
焊脚尺寸为10~12mm时,一般用两层三道来完成。焊第一层(第一道)时,可采用较小直径的焊条及较大焊接电流,用直线形运条法,收尾与多层焊的第一层相同。焊完后将熔渣清除干净。焊第二道焊缝时,应覆盖不小于第一层焊缝的2/3,焊条与水平板的角度要稍大些,一般为45°~55°,以使熔化金属与水平板很好熔合。焊条与焊接方向的夹角仍为65°~80°,用斜圆圈形或反锯齿形运条,焊接时应注意熔化金属与水平板要很好熔合焊接第三道焊缝时,应覆盖第二道焊缝的1/3~1/2。焊条与水平板的角度为40°~45°,角度太大易产生焊脚下偏现象。一般采用直线形运条法,焊接速度要均匀,不宜太慢,因为速度慢了容易产生焊瘤,使焊缝成形不美观。当第二道焊缝覆盖第一层大于2/3时,在焊接第三道时可采用直线往复运条法,以避免第三道焊缝过高。如果第二道覆盖第一道太少时,第三道焊接时可采用斜圆圈运条法,运条时在垂直板上要稍作停留,以防止咬边,这样就能弥补由于第二道覆盖过少而产生的焊脚下偏现象。
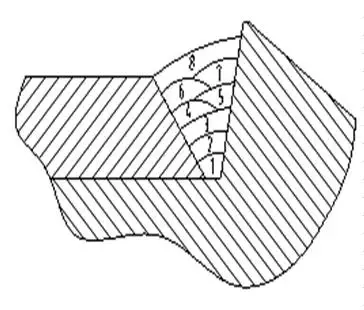
如果焊接焊脚尺寸大于12mm以上的焊件时,可采用三层六道、四层十道来完成, 如下图所示。焊脚尺寸越大,焊接层数、道数就越多。
多层多道焊对改善焊接性能有着特殊作用,它不仅由于焊接线能量小可以改善焊接接头的性能,而且由于后焊焊道对前一焊道及其热影响区进行再加热,使加热区组织和性能发生相变重结晶,形成细小的等轴晶,使塑性和韧性得到改善。
多层多道焊可以提高焊缝金属的质量,特别是塑性,这是因为后层(道)焊缝对前层(道)焊缝进行了一次正火处理,因而改善了二次组织。对最后一道焊缝,可在其焊缝上再施焊一条退火焊道。
多层多道焊接方式是中厚板焊接的常用方式,并且一些高端的焊接领域,都要进行热处理。
多层多道焊接技巧
1、控制好焊接电流,特别是当电流太小时容易夹渣。因此,焊接时电流要稍大点。
2、不运条或少运条,以减少变形。
3、每道焊缝焊完后,必须认真清理焊渣,以减少焊缝的焊接缺陷。

coinmarketcap交易平台注册教程自主研发的机器人coinmarketcap是什么平台系统可实现激光视觉二维检测、非接触式三维跟踪。
实现机器人与控制系统的实时通讯
实现机器人coinmarketcap是什么平台、焊缝寻位等功能
由coinmarketcap交易平台注册教程自主研发的机器人coinmarketcap是什么平台系统具有:
数字化和集成一体化结构;
在线实时检测跟踪多种焊缝,真正实现焊接自动化与智能化;
实现机器人与控制系统的实时通讯;
实现机器人coinmarketcap是什么平台、焊缝寻位等功能的特点。
此系统目前可适配近40种机器人品牌,可以大幅度提高生产效率及焊接质量,确保焊接安全及焊缝美观。


案例1
所属行业:钢结构
焊缝类型:V字形
机器人类型:发那科
视频产品功能特点:发那科自适应多层多道焊接,第一层打底焊接并自动保存运动轨迹,第二,三层在第一层记录的轨迹上偏置焊接,最后一层偏置第一层轨迹盖面焊接。
视频产品创新点:发那科自适应多层多道功能焊接。
案例2
工件类型:大坡口工件
产品型号:RBT2
机器人类型:发那科
视频产品特点:发那科多层多道焊接,第一层打底焊接并自动保存运动轨迹,第二层在第一层记录的轨迹上向左偏移摆焊,第三层在第一层记录轨迹上向右偏移摆焊,最后一层在第一层记录轨迹上反方向摆焊盖面
视频产品创新点:发那科多层多道焊接可实现反方向摆焊盖面。